公司简介
- 先进、可靠的技术与研发 -
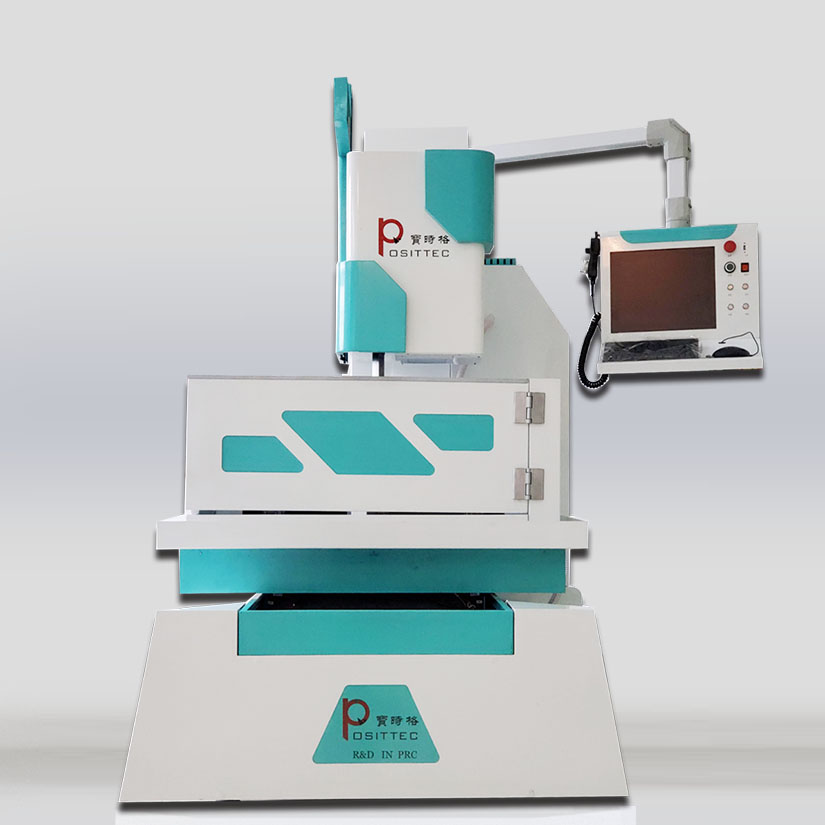
苏州宝时格数控设备制造有限公司是一家专注于电火花线切割机床、中走丝线切割机床及CNC数控系统研发、测试和制造的全球性机械加工与模具制造行业的设备和技术供应商,公司拥有完善的质量保障体系和售前、售后服务体系, 拥有位于苏州的设备研发中心和位于瑞典斯德哥尔摩的电控工程测试中心。2016年12月,公司在湖北荆州征地75亩,将机械制造和装配车间移往湖北。公司现有J、C和S系列超光闭环中走丝线切割机床产品;速霸闭环高速快走丝线切割机床产品DK7732HB、DK7740HB、DK7750HB、DK7763HB;DK7780HB、DK77100HB、DK77120HB、DK77160HB、DK77200HB。公司生产的宝时格品牌中走丝、线切割机床系列产品均以CE机械、电气与环保指令为标准进行设计、制造与测试,并以其独有的高稳定性、高效率、高精度和完善的售后服务体系与零配件配送服务优势一直在北欧、中东和东南亚等出口市场上占有极大的份额。同时我们也为客户提供非标设备的设计、制造和服务。宝时